








压铸模具
客户要求
适用于铝合金铸造零件的小批量生产
解决方案
1. 使用模具钢MS1.2709材料,适用于铸造模具,有广泛适用性
2. 该铸造模具制造出1500件以上产品,并可继续生产
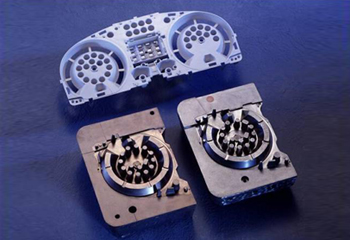
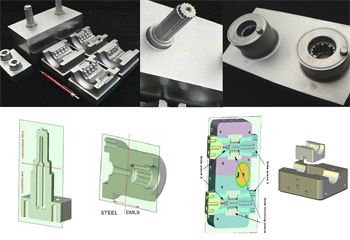
大众Golf仪表盘模具
客户要求
大众Golf仪表台面板实验模
模具产品生产产量达2X2000次以上
解决方案
1. 使用模具钢1.2709材料制造,样件材料和质量达到批产产品要求,从而实现全功能试验验证
2. 90个小时完成模具加工,同时缩短产品生产周期,提高生成效率
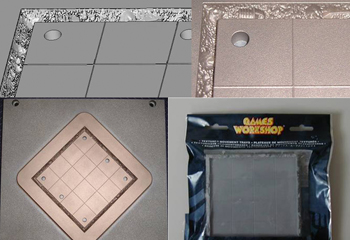
高品质的棋盘游戏的批产模具
客户要求
完成难以加工的复杂细节
用模具生产一百万件以上
解决方案
1. 使用金属3D打印烧结设备,精度完全满足大尺寸整体打印研制要求
2. 最简化的数据准备和后处理工序
3. 快速、低成本模具制作
4. 高质量的体现产品质量
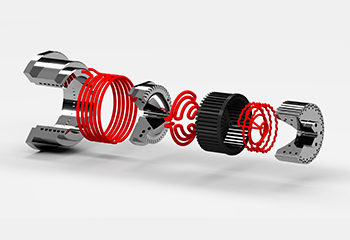
生产汽车鼓风机叶轮的模具部件
客户要求
制作用于生产汽车鼓风机叶轮
缩短注塑冷却时间,提高生产效率,恒温均匀,减少产品的变形率
解决方案
1. 贴合壁面的随形水路设计,具有传统水路无法比拟的冷却效果,提高生产效率
2. 分布均衡的随形水路设计,提供出众的冷却一致性,保证产品均匀收缩,提高产品质量
3. 一体化的打印加工方式,巧妙回避了传统水路需要考虑零件拆分,密封等问题,提高了模具寿命和可靠性,降低生产成本
4. 少量的加工余量,减少了材料消耗和机加工时间,缩短模具制造周期

注塑模具优化
客户要求
注塑模具优化
不能采用传统加工工艺的带内部冷却流道的长销
高硬度、高寿命和高热传导性
解决方案
1. 使用3D打印随形水路设计技术,针对性解决了模具行业中深腔狭小区域的冷却问题,较之传统工艺更加高效
2. 超百个零件同时打印,相比传统加工方式具备成本和制造周期优势
3. 传统加工工艺会采用昂贵的铍铜保障冷却效果,而我们所采用的模具钢1.2709具备更高硬度,更好的耐磨力,模具寿命也就得到提高
4. 同时缩短成型周期,提高生成效率
5. 注塑件变形率减小,质量得到提升
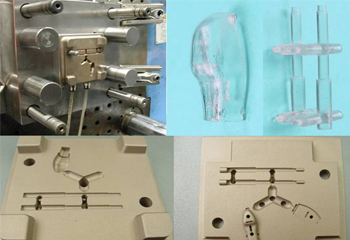
LED灯模具生产
客户要求
制造适合LED等材料的模具
解决方案
1. 选用模具钢1.2709材料,具备良好的可抛光技术,适应于LED等光学产品模具
2. 模具打印时长5小时40分钟,从烧结到模具制造完成用了6天时间,成本优势明显
3. 模具单次生成了1200件批产产品,同时计划继续生产更多批次
4. 注塑生成后的发光壳体和发光带成功粘接在一起,并能将红外光发光管夹住,达到完美结合效果
注塑模具模芯-汽车腔道模具
客户要求
降低汽车塑料制品的生产成本;优化冷却流道和喷嘴工艺
缩短注塑冷却时间;提高产品质量
解决方案
1. 贴合浇口壁面的随形水路设计,为浇口位置提供优异冷却速度, 冷却时间从24秒降到了7.5秒,冷却时间减少了68%,提高生产效率
2. 少量的加工余量,减少了材料消耗和加工时间
3. 平均注塑温度从95度下降到68度
4. 温度梯度从12度下降到4度
5. 模具拖花率从60%下降为0
6. 生产率提高到每分钟3个

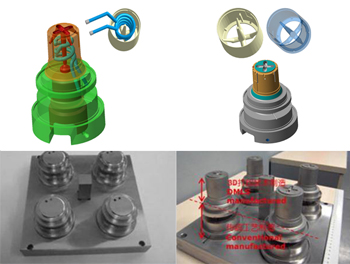
注塑模具模芯-生产塑料水杯
客户要求
制作用于生产塑料水杯的注塑模具模芯;缩短注塑冷却时间,提高产品表面质量
解决方案
1. 使用的模具钢MS1.2709具备良好的抛光性,确保产品表面光洁。 同时模具钢MS1.2709不含有害物质,可用于日用消费品和食品行业模具
2. 模具打印部件直接嫁接在机加工底座上,结合传统工艺的优势,降低成本,缩短制造周期
3. 注塑冷却时间从24秒缩短为13.8秒,生产效率提高70%,成本节约2.4万欧元/年
4. 产品表面质量出色,次品率大幅降低
5. 35小时完成该模具加工

生产波轮洗衣机模具
客户要求
生产波轮洗衣机的产品模具零件;降低冷却时间,改进原先生产产品受热不均匀、易变形的缺陷
解决方案
1. 贴合壁面的随形水路设计,提供最佳的冷却效果
2. 分布均衡的随形水路设计,提供出众的冷却一致性,保证产品均匀收缩,提高产品质量
3. 一体化的打印加工方式,巧妙回避了传统水路需要考虑零件拆分,密封等问题,提高了模具寿命和可靠性,降低成本
4. 少量的加工余量,减少了材料消耗和机加工时间,缩短模具制造周期